品牌
生产厂家厂商性质
上海市所在地

CK6132数控车床 仪表数控车床
面议
TS6140Y数控车床 全自数控仪表车床
面议TS6130Y数控车床 自动仪表车床型号
面议
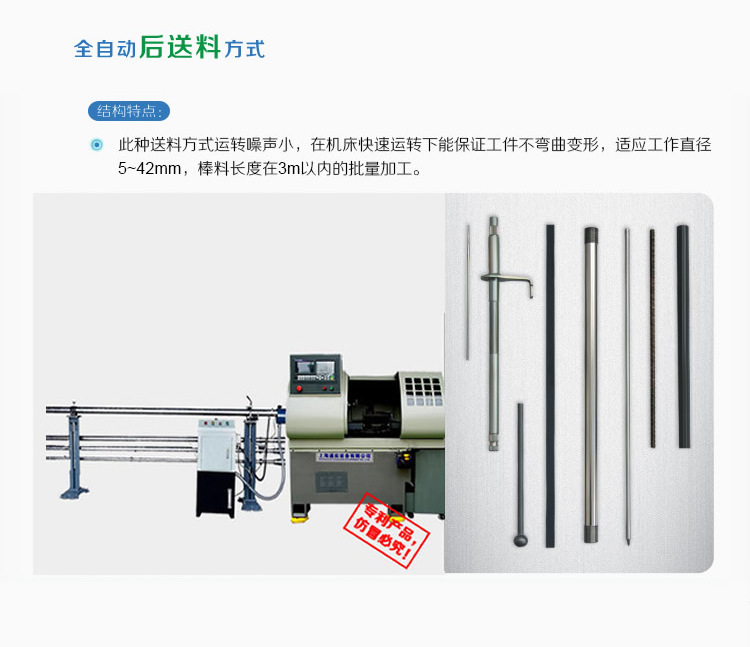
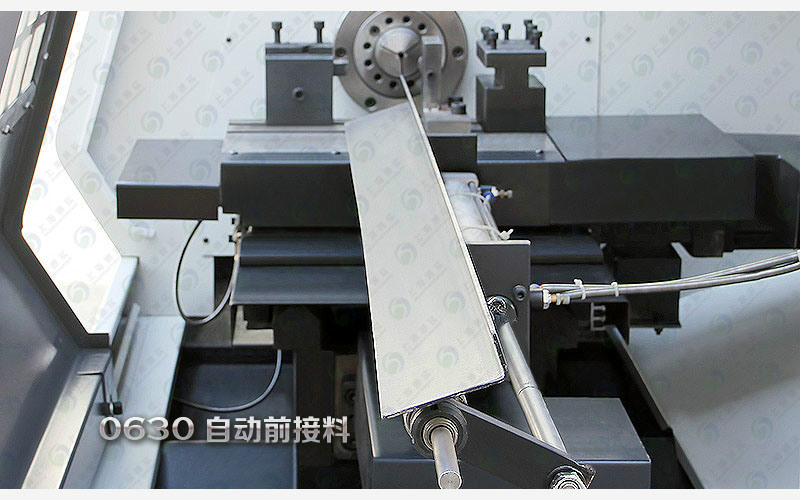
TS0630数控仪表车床 铁管全自动冲孔机
面议
TS6130Y高精密数控车床,高速仪表车床 桌上仪表车床
面议TS6140Y数控仪表车床 手动仪表车床改装
面议精密小型数控车床 仪表数控车床
面议TS6140Y上海数控车床 高精密仪表车床
面议TS6130Y高精密数控仪表车床,高速仪表车床 液压仪表车床
面议6132数控车床 数控仪表螺纹车床
面议TS6140Y数控仪表车床 微型小仪表车床
面议TS6130Y数控仪表车床 微型精密仪表车床
面议


| 基本配置
| 可选配置
|
| 项 目 | 单 位 | TS0630 | TS0640 | |
| 床身上zui大回转直径 | MM | φ300 | φ400 | |
| zui大加工直径 | MM | φ120 | φ120 | |
| 刀架上zui大加工直径 | MM | φ100 | φ100 | |
| zui大加工长度 | MM | 180 | 180 | |
| 主轴通孔直径 | MM | φ38 | φ47 | |
| zui大棒料直径 | MM | φ28 | φ38 | |
| 主轴转速范围(变频无极调速) | r/min | 200-3000 | 200-3000 | |
| 主轴端部形式 | ISO | 632弹簧夹头 | 632弹簧夹头 | |
| 主电机功率 | KW | 2.2 | 2.2 | |
| 刀台zui大行程 | X轴 | MM | 180 | 180 |
| | Z轴 | MM | 180 | 180 |
| zui大快移速度 | X轴(步进/伺服) | MM | 6000/12000 | 6000/12000 |
| | Z轴(步进/伺服 | MM | 6000/12000 | 6000/12000 |
| 刀架工位数 | | 排刀 | 排刀 | |
| 尾座 | 尾座套筒直径 | MM | 无尾座 | |
| | 尾座套筒行程 | MM | 无尾座 | |
| | 尾座套筒锥度 | ISO | 无尾座 | |
| 导轨宽度及型式 | MM | 310 | 310 | |
| 机床外形尺寸(长/宽/高) | MM | 1310/1010/1410 | 1310/1010/1410 | |
| 机床重量 | KG | 800/1000 | 850/1050 | |