




品牌
经销商厂商性质
无锡市所在地

5D/6D/6.5D/8D/10D带定心快速钻*进口暴力钻U钻
面议
5D/6D/8D/10D带定心快速钻U钻内冷深孔暴力钻霸王钻
面议
VMD-045050~VMD-200210带定心U钻快速钻VMD深孔内冷钻可转位钻头
面议
VMD-045050~VMD-200210VMD大钻头U钻大直径深孔暴力钻带定心快速钻
面议
BW-3~BW-25刀片式内孔去毛刺倒角刀自动弹性过孔去披锋
面议
DBR7-1D内孔去毛刺倒角刀柄伸缩浮动去飞边
面议
DBR7-P浮动去毛刺主轴刀柄通过偏摆伸缩去轮廓飞边
面议
BW-3交叉孔内孔去毛刺倒角刀弹性倒角钻正反倒角
面议
BO-20贯穿孔反倒角刀 交叉孔内孔去毛刺倒角钻
面议
BO-10内孔去毛刺倒角刀一次过孔双面倒角
面议
VMD-120125中心出水深孔钻 暴力霸王钻 VMD定心U钻
面议
VMD-070075VMD大钻头 深孔可转位大孔径钻头 深孔枪钻
面议自动定心浮动夹头铰孔浮动刀柄
浮动铰刀柄的使用能有效减少累计误差、消除机床主轴旋转的径向跳动,使铰刀中心在整个铰削加工过程中始终与被加工孔中心保持*,使加工过程更加平稳,从而提高铰孔加工精度、延长铰刀使用寿命,同时节约校准、换刀等辅助工时,提高了生产效率,*的节约了生产成本。


浮动铰刀柄 国产超精密浮动夹头刀柄自动定心 无锡直销
浮动铰刀柄(floating toolholder ) 用以补偿因工件安装、铰刀等在水平轴向或在垂直空间内的误差,可消除喇叭孔、提高孔的圆柱度、保证孔的尺寸稳定并提高铰刀寿命。浮动铰刀刀柄可用于镗铣床、数控加工中心机床或车铣复合中心机床。
浮动铰刀柄主要应用于需要高精密铰孔加工场合。广泛应用汽车发动机、船舶发动机以及液压、医疗、能源等领域,包括应用于*、航空、高科技机器人、液压阀体、流体阀门、电气电子、光孚产品、农机、园林机械行业,锁具、汽车、缝纫机零部件等领域精密孔生产制造、螺纹自动化检测机、自动化去毛刺机、自动化倒角机等几千家企业。
目前大量的高精度、高表面质量的孔加工需求使得铰刀加工量大大增加。铰刀的制造商们也在不断努力提高他们的产品质量和精度以满足这些特定的需求。尽管机床的精度不断提高,但机床的主轴和待铰的孔,要使他们达到很高的同心度仍然是个棘手的问题。导致这个问题的一个重要也是难解决的原因是机床轴承的发热导致主轴的同心度偏差。正如您所知,要取得孔和机床主轴的高精度的同心度,就要是铰刀很*的伸进孔中并且保证不受任何径向力。浮动铰刀柄真是为达到此目的设计。
铰刀本身不能浮动,而是安装在浮动铰刀柄中实现浮动,浮动铰刀柄采用一种特殊设计的机构,使得刀柄可以在平行于轴向内浮动或在垂直空间内角度浮动或同时兼具这两种浮动以补偿因机床热变形、工件安装、铰刀等在水平轴向或在垂直空间内的误差。
工艺性分析
一、传统铰孔工艺,机床主轴与铰刀属刚性连接,累积误差大,铰刀切削刃与主轴的同轴度误差不可避免,加工过程中在主轴旋转离心力作用下,必然产生诸多不良后果;
1、铰刀切削刃实际旋转轨迹大于铰刀直径,且无法控制,因此被加工的孔实际尺寸偏大且无规律;
2、随着进刀,铰刀逐渐深入孔内,铰刀与主轴的同轴度误差、旋转离心力被工件孔径束缚,自由度成正比例减小,因而被铰的孔径逐渐缩小,形成俗称的“喇叭刀”。
3、在同轴度误差与旋转离心力共同作用下,铰刀相当于车刀、镗刀等点位接触切削*,只有凸出在旋转轨迹圆上的少数刀刃参与切削作业,其余刀刃则切削不到孔壁。这必然产生振动,使铰刀的寿命周期相应缩短。
4、由于刚性连接的累积误差、旋转离心力、部分刀刃切削产生的振动等、诸多不良因素共同作用,因此被铰孔径尺寸精度、形位公差与粗糙度均达不到理想效果。
二、使用“浮动铰刀柄”的铰孔工艺,“浮动铰刀柄”内部的特殊结构可实现连续的轴向偏转和径向平移,使被夹持铰刀中心始终能围绕机床主轴中心,在其垂直平面内360度轻松浮动,有效弥补了铰刀中心与被加工孔中心的偏差、消除了因机床主轴旋转产生的径向跳动,使铰刀中心的整个铰削加工过程中始终与被加工孔中心保持*;
1、能使所夹持铰刀自动找正被加工孔的中心,自动调节主轴、保证铰刀中心线与被加工孔的中心线平行;
2、机床主轴通过浮动铰刀柄,将力矩柔性地传递给旋转的铰刀;
a、铰刀在整个铰孔加工过程中柔性、平稳、均匀地完成铰削任务,使被铰孔径圆度、圆柱度达0.002mm,粗糙度达 Ra0.2um
b、主轴和被夹持铰刀中心在设定的浮动范围内始终与被加工孔中心保持重合,铰刀全部刀刃切削且无振动,这使得铰刀使用寿命至少可延长5倍以上;
c、加工较深孔时,在铰刀不磨损的状况下连续铰削,所有被加工孔的圆度、圆柱度、粗糙度达到珩磨、研磨的高精度水平,并能保持很高的*性,达到了超精密加工的水准,免去了珩磨工序、提高了生产效率,减少了固定资产投入。
3、缩减了换刀、对刀等辅助工时。
4、减小对机床精度的高要求,普通车床、钻床等也能加工出高精度孔的产品。
使用机床
车床、铣床、加工中心、钻床、专机等
浮动铰刀柄可调浮动范围
径向间隙RADIALSPIEL(max mm) |
1 |

1、定心套筒*旋紧时,径向锁紧,无浮动间隙。定心套筒盘面刻度每转过一格,径向浮动距离增加0.08mm,大径向间隙为1mm。
2、刀柄内部的结构设计可实现铰刀轴心线在轴向大1°范围内自由浮动,自动补偿有加工孔中心与机床主轴之间存在的角度偏差。
铰孔加工时可能存在的偏差状态
消除以上偏差的操作步骤:
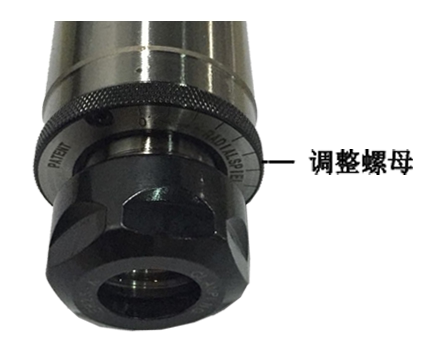
1、 单独径向偏差补偿操作:
拧紧调整螺母,然后慢慢往回转,再拧紧定心套筒也慢慢往回转,直到*消除*主轴和预加工孔中心的不同轴误差。
2、 同时纠正径向偏差和角度偏差的操作:
调整螺母和定心套筒向右旋转至旋紧,然后向左转动调整螺母,校准角度误差;同时向左旋转定心套筒校准径向误差。
自动定心浮动夹头铰孔浮动刀柄



