
浅谈立式加工中心换刀系统故障处理方法
- 发布时间:2017/9/6 11:40:42
- 浏览次数:1258
加工中心是一种带有刀库和自动换刀装置的数控机床,可使工件在装夹后,自动连续完成铣削、钻削、镗削、铰孔、攻螺纹、凹槽等多工序的加工,与其他机床相比,加工中心大大缩短了工件装夹、测量和机床调整的时间。缩短工件的周转、搬运和存放时间,使机床的切削时间利用率高于普通机床的 3~4倍;具有较好的加工一致性,并且能排除工艺过程中人为干扰因素,从而提高了加工精度和加工效率,缩短生产周期[1];此外,加工中心有自动换刀装置,因而解决了刀具问题并具有高度自动化的多工序管理功能。立式加工中心主要由基础部件、主轴部件、进给机构、数控系统、自动换刀系统及辅助装置几部分组成。
主轴部件又是由主轴箱、主轴电动机、主轴和轴承等零件组成,主轴的启动、准停和变速等动作由数控系统控制,并通过装在主轴上的刀具参与切削运动。数控系统是由数控装置、PLC、伺服驱动装置及操作面板组成,它是完成加工过程的控制中心。
自动换刀装置是由刀库、机械手等部件组成,当需要换刀时,数控系统发出指令,由机械手或其它夹持装置将刀具从刀库取出装入主轴孔中。此台加工中心刀库为斗笠式,装有 12 把刀,在使用时,当输入“M06T**”的换刀指令时,刀库一直在旋转,处于选刀状态无法停止,导致其无法换刀。因加工中心的一个很大优势在于它有自动换刀装置,使加工变得更具有柔性化,如若加工中心的换刀过程出现故障,虽然可手动换刀,但也大大降低了加工效率,也就失去了加工中心的真正意义。
要发挥数控机床的益,就要保证它的开动率,这就对机床提出了稳定性和可靠性的要求,即当机床出现故障后,要尽快诊断出故障原因并提出合理的解决方案加以修复。如果用人来比喻的话,就是平时要注意保养,避免生病;生病后,要及时就医,诊断出病因,对症下药,尽快康复[2]。
现代化设备需要现代化和科学化的管理,数控机床的综合性和复杂性决定了数控机床的故障修复及问题的解决有自身的方法和特点,掌握好这些方法,可以保证数控机床稳定可靠地运行。
1 、换刀系统故障原因分析
本台立式加工中心的正常换刀过程如下所述:在机床系统接到“M06 T**”的指令后,主轴回到换刀点的位置进行准停,之后刀库向右移动到主轴处将其上的刀具取下,当主轴上面的刀具进入刀库卡槽时,主轴向上移动脱离刀库,随后刀库旋转至对应刀号,将指令中所的刀具对准主轴正下方,主轴下移,使刀具进入主轴锥孔内,刀具夹紧后,刀库退回到原来位置,换刀过程结束。
由上述得知,换刀的关键点是主轴必须准停,即其一是 Z 向位置必须在换刀点位置,一般将 Z 向零点设为 Z 向换刀点,如若零点位置改变,则换刀点位置改变,无法换刀;其二是主轴端面键必须与 X 向平行,如若位置有偏差,也无法换刀。其它如刀库能否正常旋转选刀、气压是否足够等均为换刀的*条件。所以故障的原因应分析如下几个方面:
在刀库能正常旋转选刀、气压足够的情况下,应分析:
(1)手动方式下能否换刀;
(2)刀库是否可以正常移动;
(3)能否正常选刀;
(4)主轴准停后,Z 向的位置是否在之前设定好的换刀点的位置;
(5)系统中设置的换刀点的位置是否改变;
(6)主轴准停后,端面键是否与 X 轴平行。
2 、具体排查措施
(1)在“手动”方式下,按下换刀按钮,机床能够正常手动换刀。主轴内部的换刀缸没有问题。
(2)按下机床右侧的控制刀库气压缸的换向阀按钮,刀库可以正常地左右移动到位。说明此组系统不存在问题。
(3)在 MDI 状态下,输入 M06 T01,系统在接收到换刀信号后,刀库旋转,只要安装在 1 号刀位上的圆形小凸块靠近(距离为 0.3 mm 左右)无触点开关(接近开关),数控系统就默认为 1 号刀,并以此为计数基准,“马氏机构”转过几次,当前就是几号刀。在没有刀具的情况下观察整个换刀过程是否能完成,结果在选刀环节刀库一直旋转。如果记忆初始位置的小凸块脱落或刀库的接近开关存在问题,系统便无法判断出指令中的刀具号,所以出现的问题就是系统一直处于选刀状态。经仔细检查,是刀库的接近开关脱落(如图 1 所示)。

图 1 脱落的接近开关
(4)将控制面板上的“主轴定向”键按下,发现主轴的两个凸出键并没有与 X 轴方向平行,也就是主轴在定向后没有转到位。主轴准停的原理是本机床采用霍尔元件检测定向,引起主轴准停位置不准的原因可能是主轴准停装置电气系统参数变化、定位不牢靠或主轴径向跳动超差。首先检查外部硬件,并没有发现固定螺钉松动或定位键被损坏,即引起主轴准停错误的原因极有可能是电气系统参数发生了变化。通过查阅此台机床参数设置说明书可知控制机床主轴定位的参数为主轴伺服驱动器的 PA-39 号参数,参数的值上升越多主轴向反方向偏转的角度越大[3]。
(5)将铣刀柄装入主轴锥孔,Z 轴移动至换到平面,机械坐标显示值为 Z-104.6,手动将刀库缓慢靠近主轴,发现换刀点偏高(如图 2 所示),即换刀点位置发生了变化。换刀点位置与机床零点有关,此值在参数中设置,一经设置,在不重新设置的情况下便不会再改变。由于机床每次开机需进行回零的操作,当机床零点位置由于种种原因发生改变时,当前的换刀点便会和原设好的换刀点有误差。对于不需回零的机床刀库而言,即使机床的零点位置发生改变,也不会影响换刀点的位置,只是当机床的 MOS 电池不起作用、数据丢失的情况下才需要调整零点的位置,进而重新调整换刀点的位置。这台机床每次开机后需进行回零操作,所以问题显然是机床零点位置的变化导致换刀点位置发生了改变。
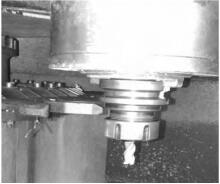
图 2 换刀点位置偏高
根据以上排查结果及故障原因,制定出如下解决方案:
首先调节主轴定向,将主轴伺服驱动器 PA-39参数改为 1 800 后,主轴定向到位;其次在手动方式下,将刀库移动至接近换刀位置,观察主轴位置在哪个点可正常换刀,经过测试换刀点在 Z-120.6 时合适,将机床的零点限位挡块向下移动 16 mm,使主轴在 Z-104.6 mm 时可以到达换刀位置,经过调试主轴可以到达换到位置;zui后将脱落的接近开关安装好(如图 3 所示)。

图 3 修复后的接近开关
维修结果:换刀过程可顺利完成(如图 4 所示)。

图4 修复后可正常换刀
3、 结束语
数控加工中心的换刀系统是一个典型的机、电、液、气一体化控制系统,只有对该系统动作过程和控制原理进行深入分析,才能保证加工中心的正常使用和维护。在遇到故障时,首先应仔细观察故障现象,通过现象分析原理并归纳其本质原因及特殊情况,zui终提出合理的解决方案。经过上述对换刀系统无法正常换刀的一般原因分析及针对具体故障如刀库一直处于选刀状态和主轴不在换刀点等进行的特殊诊断及维修处理,zui终使刀库可以正常使用,也为相关机床维修维护人员提供了更多解决加工中心刀库故障的思路与方法。