
Alberti角度头轴孔键槽加工案例
时间:2021-01-22 阅读:1957
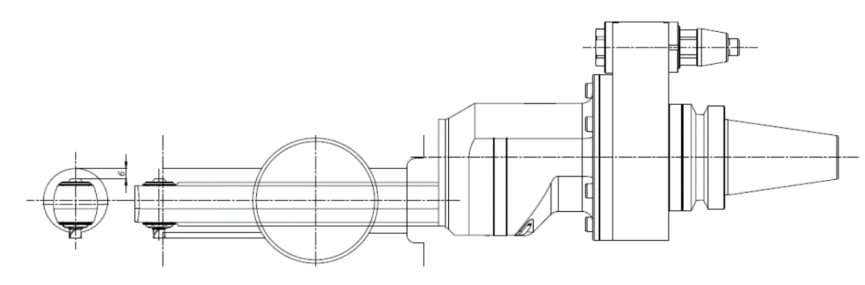
无论采用立式加工中心、卧式加工中心还是其它设备,由于开档空间小同时加工的部位需要转角90度,且底部为盲孔。传统刀具无法加工出键槽底面。因此在加工中心上小空间开档内壁加工一直都是个难题。
传统的加工方式,比如放电加工、腐蚀加工,效率低,且需要购买昂贵的专机,极大的提供了加工成本。插床加工,要求加工零件有批量,对于小批多品种化零件,插床加工刀具成本很高,也并不是一个合适的加工手段。
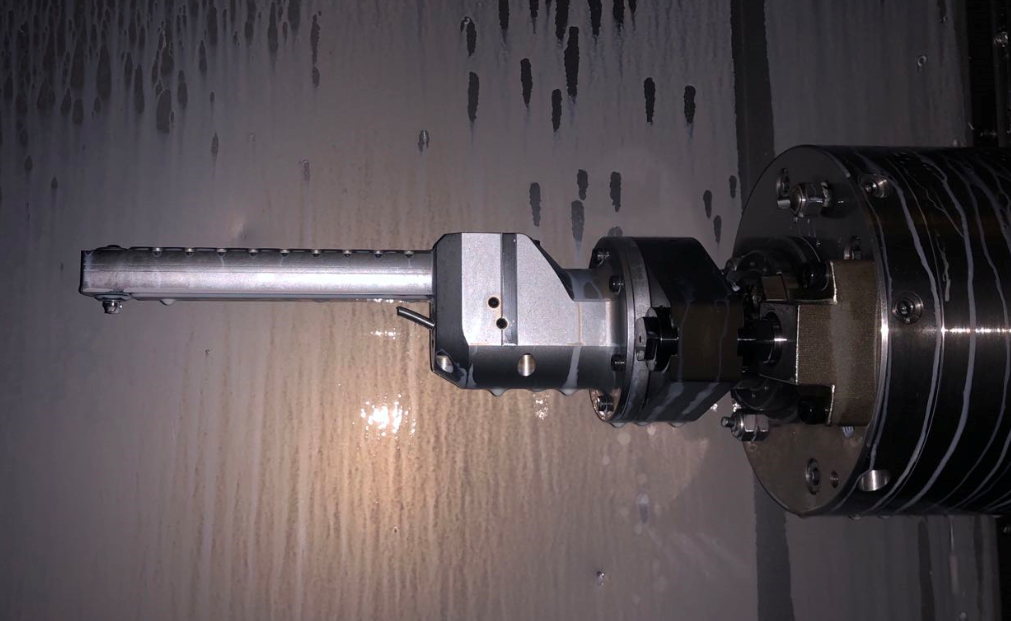
Alberti的微型角度头则为这类加工提供了完美的解决方案,解决了这类加工的难题。
微型角度头不仅可以用来铣槽还可以用于型腔内的钻孔和攻丝,并且将加工作为其中的一个加工工序,可以自动换刀(ATC),极大地提供了加工的便捷性和降低了加工成本。
微型角度头由于加工空间小,悬伸长,对角度头的结构设计,特别是角度头的刚性是一个非常苛刻的考验,因为微型角度头是角度头制造领域中技术含量高的产品之一。意大利Alberti公司是的专业化设计制造角度头的厂商,丰富的设计经验及精密的加工手段,给客户提供了性能*的产品。
微型角度头在选取的时候一定要考虑刀具的干涉范围,同时在满足加工条件的情况下尽量提供微型角度头的悬伸部分的直径,同时减小悬长以提高角度头的刚性,减小切削振动。
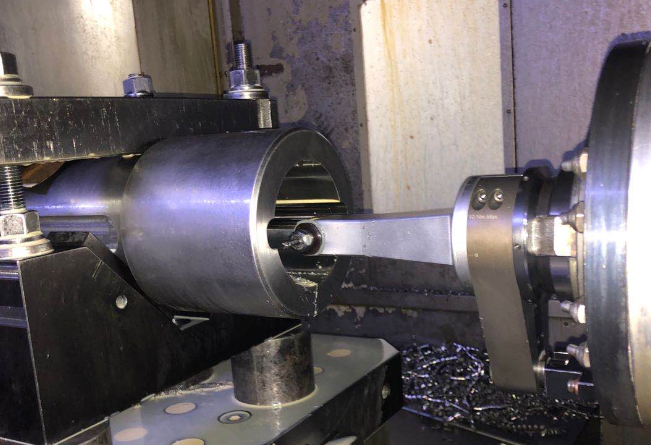
案例应用:
客户:无锡威孚
工件材质:铸铝
加工部位:Ø35mm孔内加工7.2mm键槽深150mm
选用型号:Alberti T90cn-0.4XL
切削参数:转速:3000rpm, 进给400mm/min,切深1mm
加工节拍:23秒/单侧
客户:苏州优力克
工件材质:不锈钢
加工部位:Ø4.313inch孔内加工1inch键槽深4.2inch
选用型号:Alberti T90cn-0.5L
切削参数:转速:2000rpm, 进给200mm/min,切深0.2mm
加工节拍:1小时/单侧
对比:
日本某:**showa

切削参数:转速:1000rpm, 进给200mm/min,切深0.1mm,
角度头厂家要求使用30分钟停机15分钟,加工节拍:3小时/单侧