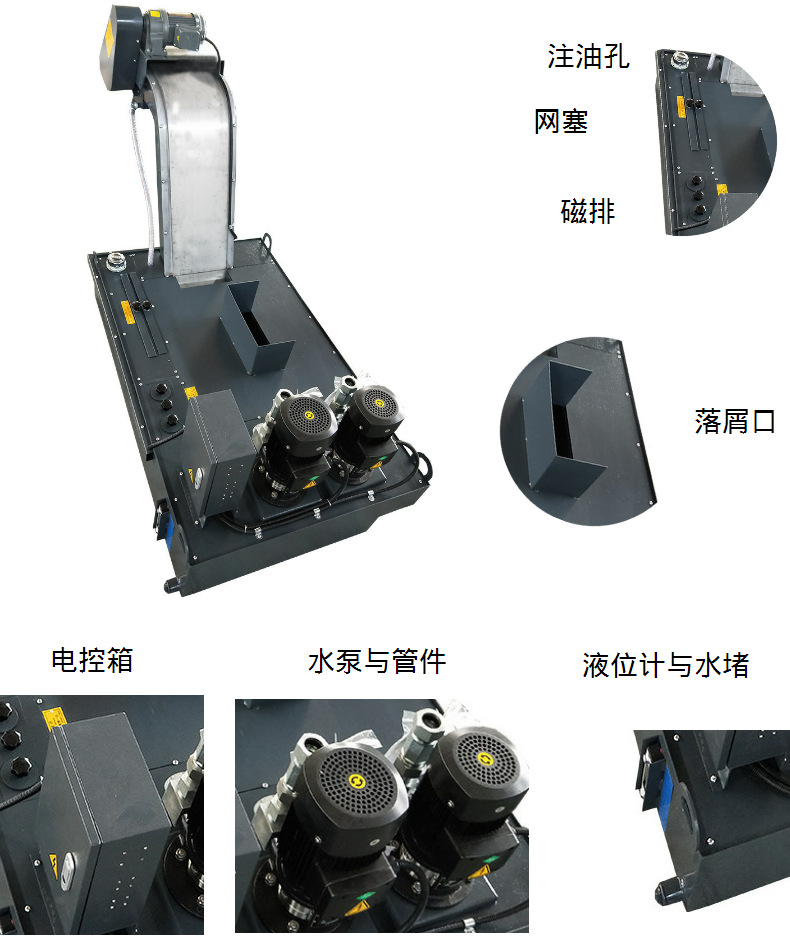
输送螺丝螺母铁削磁性排屑机产品说明: 本装置是利用永磁材料所产生的强磁场的磁力,将切屑吸附在排屑机的工作磁板上,或将油中、乳化液中的颗粒状、粉状及长度≤150毫米的铁屑吸附分离出来,输送到规定的排屑地点或集屑箱中。可处理粉状、颗粒状及长度小于100毫米的铁屑及非卷屑,或将油、乳化液中的碎屑分离,输送至规定的排屑箱中。
输送螺丝螺母铁削磁性排屑机排屑机在某些使用方面性能和结构方面弥补了磁性排屑机的不足,非常适用于湿式加工中粉状切屑的输送,更适用于切屑和切削液中含有较多油污状态下的排屑。刮板排屑机的输送速度选择范围广,工作效率高,有效排屑宽度多样化,可提供充足的装置
磁式排屑装置是利用永磁材料产生的强磁效应,将粉状,颗粒状及长度小于100毫米的铁屑,冷却液介质中的碎屑分离,吸附在排屑机的工作面上,送到规定工位。该机可广泛应用于数控机床、组合机床、加工中心等机械加工设备和生产线的铁屑输送,可用于干式、温式加工铁屑的处理。该装置采用封闭结构,排屑量均匀,运转平稳、噪声低,并能用作铁质零件的运输和提升。
产品性能、特点:
1、可处理各类切屑;也可作为冲压,冷墩机床小型零件的输送装置。
2、输送效率高,输送速度选择范围大;
3、链板宽度多样化,结构形式分为无缝链板和有缝链板两种。
4、流线造型,美观大方,排屑顺畅。
5、具有过载保护功能。
磁性排屑机主要采用永磁材料强磁场的磁力,吸引铁磁材料的切屑在不锈钢板上滑动,达到输送切屑目的。此种排屑机的形状一般为环形,结构紧凑,传动平稳,强度好,是各类机床理想的配套件。
一:出现问题
1、减速电机经常烧坏使用寿命过短
2、铁屑经常卡滞,不能正常排
3、排屑链板断裂
二:解决方法
1、一般来说减速正常使用寿命在3-5年,比较皮实。

也有一些情况经常损坏。主要对策有加装电子过载保护器,电机的损坏主要是由于电流过大,电机长期超负荷运转造成电机过热,还要注意电机的功率与排屑机一定要匹配,如功率过小也是易损坏的原因之一。
2、当铁屑经常卡滞的时候主要是由于螺旋状的铁屑太长,有时一根铁屑能达到3-5米,丝丝连连,越积越多造成卡滞。
主要对策有凡是链板经过的有角度的地方一定要做成圆弧状,不可出生硬的角度,这样有利于铁屑的排出;再者在排屑口下部加装挡屑板,防止铁屑卷入链板下方造成卡滞。
3、数控机床排屑机排屑链板断裂主要是由于链板过载,而减速电机依然正常运转造成的损坏。
主要对策有放松机械式过载保护器,而使它能正常工作,遇到过载情况过载保护器打滑,而不至于拉断链板;另一种办法是加装电子过载保护器,设定一个正常范围内电流,当电流大于这一数值时,断电器断开,从而保护链板不至于断裂。 排屑机是主要用于收集机器产生的各种金属和非金属废屑,并将废屑传输到收集车上的机器。可以与过滤水箱配合用,将各种冷却液回收利用。排屑机有刮板式排屑机,链板式排屑机,磁性排屑机和螺旋式排屑机。
广泛应用在机床与自动线上,也是水、油冷却加工机床冷却液处理系统中分离铁磁材料切屑的重要排屑装置,尤其以处理铸铁碎屑、铁屑及齿轮机床落屑效果好。
那么我们如何提升机床排屑机的效果呢?一起来看看吧!
在购买回来机床排屑机时,千万不要盲目地根据自己的主意来进行运用,因为假如不了解它在运用时的注意事项的话,很有可能会呈现一些毛病和问题,在运用时候要首先要了解它的保养和维护。
1、光滑关于机床排屑机来说有非常重要的效果,它能够确保设备在长时间运用之后仍能坚持优秀的精度,因此要根据实际情况定时对排泄区进行光滑,首要选用的光滑剂是二硫化钼。
2、清洁也是机床排屑机保养环节中的一部分,定时的清洁能够确保零件少受损坏,一起还能查看设备零部件存不存在一些问题、缺点,并及时更换,以免问题严峻化。
3、防锈对机床排屑机做好充分防锈作业能够确保设备免受锈蚀的困扰,而起到良好防锈效果的便是切削油,能够确保设备的正常安稳运转。
磁性排屑机排屑链板决裂这类情况主要是因为链板负载,而减速机依然正常运转导致的破坏。主要防范措施有放松机械式过载维护器,而使它能正常工作,碰到负载情况过载维护器打滑,而不会扯断链板;另一种方法是安装電子过载维护器,设置1个正常范围内电流量,当电流量超过这个标值时,断电器断掉,进而维护链板不会决裂。
铁屑常常卡滞,无法正常排出来。
这类情况的出現主要是因为螺旋形的铁屑过长,有时候一条铁屑能到达3-5米,丝丝连连,愈来愈多导致卡滞。主要防范措施有但凡链板通过的有视点的地方一定要制成圆弧形,不能出生硬的视点,这样有益于铁屑的排出来;其次在排屑口下边安装挡屑板,避免铁屑卷进链板下边导致卡滞。
减速机常常烧毁使用期过短。
通常情况下减速正常使用期在3-6年,较为健壮。但也有一些情况常常破坏,主要防范措施有安装電子过载维护器,电动机的破坏主要是因为电流量过大,电动机长时间过载运转导致电动机超温,还要注意电动机的输出功率与磁性排屑机一定要配对,如输出功率过小也是易破坏的原因之一。
主轴发热的常见是轴承破坏和轴承润滑效果不好,导致轴承的预紧力过紧而导致的。
磁性排屑机的主轴发热的解决方法,首先要找到发热的物体,然后判别是哪一端的轴承发热,然后滚动设备的主轴,来判别主轴在滚动时的松紧是否均匀以及有无沉点等。如果是磁性排屑机的轴承导致主轴发热,就要进行改换或是清洗主轴轴承了,可以为轴承添加适量的润滑油等。在清洗轴承时一般先用火油或者是燃料进行清洗,然后均匀的涂抹耐高温润滑油,再重新装配即可。