
内孔去毛刺倒角刀使用说明
时间:2020-10-23 阅读:5731
内孔去毛刺倒角刀使用说明
(整体式倒角去毛刺倒角刀具)
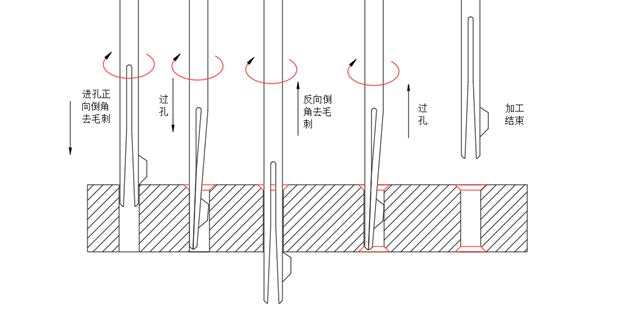
1, 刀具需要对准孔中心,否则下刀时容易损坏或撞断。
2, 反向去毛刺时,去毛刺倒角刀具刃口一定确认全部穿过孔,并且张开,提刀时不能过快(按照建议的进给量或者自己调整后的进给量提刀,不能像钻头一样瞬间提上来,要给刀具闭合的时间),否则容易拉断。
3, 建议转速800-1000转/分左右,进给200-250mm/min。如果觉得倒角小可适当减小进给,如果觉得倒角大可以适当提高进给。
4, 去毛刺倒角刀具使用中,有很多办法可以解决倒角去毛刺问题,此说明仅大致描述,使用过程中有任何问题请随时和我们沟通,以便更好的解决内孔倒角去毛刺问题。
内孔倒角刀使用说明
1, 去毛刺倒角刀具需要对准孔中心,否则下刀时容易损坏或撞断。
2, 反向去毛刺的时候,去毛刺倒角刀具刃口一定要确认全部穿过孔,并且弹开,否则无法完成切削,提刀时不能过快(按照建议的进给量或者自己调整后的进给量提刀,不能像钻头一样瞬间提上来,要给刀具闭合的时间),否则容易拉断。
3, 建议转速800-1000转/分左右,进给200-250mm/min。如果觉得倒角小科员适当减小进给,如果觉得倒角大可以适当提高进给。刀片式去毛刺倒角刀具可以通过调整尾部的螺丝松紧度来控制刀片弹性大小,从而控制倒角大小。
4, 去毛刺倒角刀具使用中,有很多办法可以解决倒角去毛刺问题,此说明仅大致描述,使用过程中有任何问题请随时和我们沟通,以便更好的解决内孔倒角去毛刺问题。
常见问题:
关于交叉孔,相交叉的两个孔径大小有2.5倍以上的差距,标准品的时候用效果会比较好,低于2.5倍径的话可能会有倒角不完整,毛刺去除不干净的情况。椭圆孔、破口孔不能使用。
1, 被加工材料硬度建议在HRC35度以下。
2, 旋转进出孔口,只需正转,无需正反转或停顿。
3, 本品倾向于去毛刺加工,因为是柔性切削,倒角角度不能很准确。
如果您的工件属于孔径比小于2.5倍的交叉孔,我们会为您非标定制对应的刀片,来解决2.5倍径以下交叉孔的倒角去毛刺问题。