软件支撑智造,创新驱动发展——CIMT2023看点(下)
- 2023-03-08 08:43:017908
【机床商务网栏目 展会快报】CIMT2023(第十八届中国国际机床展览会)将于2023年4月10-15日在北京 中国国际展览中心(顺义馆)举办。展会主题为“融合创新数智未来”。
三、绿色技术助力减排
2020年9月,习近平总书记在第75届联合国大会一般性辩论上表示,中国将采取更加有力的政策和措施,二氧化碳排放力争于2030年前达到峰值,努力争取2060年前实现碳中和。为我国绿色战略按下启动键。
有研究表明,工业生产是第一大碳排放源,在能源使用造成的碳排放中,每年有近36%来源于工业生产。工业企业低碳转型是实现碳中和的重点路径。机床工业作为基础性行业,在实现碳达峰碳中和的绿色战略中,不仅要努力实现企业自身的低碳转型,还承担着为工业生产提供低碳排放机床工具产品的重任。
有研究表明,机床产品生命周期中约80%的二氧化碳是客户在工厂使用机器时排放的。因此,我国绿色战略必然要求我们机床工具行业向用户企业提供低碳排放的绿色机床,倒逼机床工具行业发展绿色技术,促进行业技术进步。
机床工具绿色技术研究和应用主要体现在:优化设计,减轻机床运动部件重量,减少能源需求;能量回收,驱动装置配备电能回馈装置以回收制动能;能源管理,待机关闭冷却、液压、照明、显示等耗能设备;提高能源利用效率,采用能效更高的电机;应用数字化技术、自动化技术、复合加工技术、高速加工技术、仿真技术等先进制造技术和管理技术,缩短生产周期,提高生产效率,减少能源消耗;应用微量润滑以及干切削技术,减少污染。
这些绿色技术在很多公司的产品上都有体现。
重庆机床集团数控卧式干切滚齿机YS3610、秦川机床集团数控干切滚齿机YK3126、德国艾克索五轴加工中心MP9/5等,应用干切削技术,消除切削液污染。
宜昌长机的数控刮齿机YK8115、YK8132、YK8150系列,采用高速干式切削方式,实现齿轮工件的高效高精度刮齿加工。
郑州钻石的球头铣刀,刀头为PCBN材质,硬度高、耐磨性强,有良好的热稳定性、热硬性及导热性,可满足干切削要求,减少环境污染,绿色环保;采用四刃结构,切削稳定性好;每个刀头部位的刀体上有一个出气孔,加工时起到空气冷却作用。

宁波中机松兰刀具的聚晶立方氮化硼(PCBN)、聚晶金刚石(PCD)超硬刀片,具有以车代磨、稳定加工、刀具寿命长、加工精度高等诸多优异性能,支持“硬态加工、干式切削”等先进工艺,可以避免生产过程中的灰尘、磨削液对环境的污染,实现绿色加工。
汇专科技的超声绿色高效钻攻中心UGT-500、超声绿色高效五轴联动加工中心MVA500-5AXIS,配置了超声加工系统、微量润滑MQL系统,无需传统切削液,绿色环保。
日本MAZAK(马扎克)公司提出了通过节能技术、使用人工智能和数字技术、工艺集成等三种路径来减少碳排放,减少对环境的影响。
开发带有节能功效的新型号机床来减少客户工厂对环境的影响。MAZAK的VCN-600立式加工中心,采用高节能冷却单元,制冷剂逆变器可根据加工时主轴负载优化冷却量,每年可减少11%的能耗;VARIAXIS i-800 NEO的液压单元使用蓄能器和逆变器冷却装置,在运行中能大大降低能耗,每年可减少21%的能耗。
通过人工智能和数字技术优化加工条件以获得更高精度,降低电能消耗。MAZAK利用其人工智能技术Ai ThermalShield,根据温度变化自动计算补偿量,确保加工精度,避免由于加工失败而出现的再加工情况,减少能源消耗;利用数字孪生技术创建虚拟机床进行加工仿真,减少在机床上的加工时间,从而降低能源消耗,提高生产效率。
通过工艺集成实现在一台机床上完成车、铣、钻、齿轮加工以及增材制造,减少总生产时间,降低成本,减少碳排放。
日本OKUMA(大隈)采取削减机床运转时的能源消耗、关闭不使用的设备、缩短加工时间、分析优化减排点等措施来实现减排目的。
基于OKUMA机床的智能技术Thermo-FriendlyConcept(准确控制规则的热变形),用户无需采取特别措施即可在普通的工厂环境中实现高精度加工;无需机身冷却或过度的空调控制,维持机床精度稳定性,也无需进行长时间的热机。配置高效液压单元,降低能耗;应用电能再生技术,回收制动能。通过这些绿色技术,减少机床运转时的能源消耗。
OKUMA的ECO Suite Plus自动检测机床的运转状态,无需按键操作,自动关闭不必要的外围设备。保持精度所需的冷却设备应用“Thermo-Friendly Concept”技术,自动判断机床是否需要冷却,保持高精度并进行怠速停止。这两者结合,在确保精度的同时,减少不必要的能源消耗。
DMG MORI(德马吉森精机)机床的绿色技术具有帮助用户降低能源消耗的功能。节能(Energy Saving)App能够按时间或者程序段记录机床的功率消耗,有停机、预热、待机等三种模式来管理机床、气动液压系统、显示屏、照明灯,降低机床的能源消耗和运行成本,同时提高生产力。据称,节能模式下,机床的能耗将降低30%。
德国INDEX(因代克斯)公司在开发机床产品和进行技术改进时,就将绿色概念作为核心要求,始终践行其生态方案,提高机床产品的能源利用效率并降低能耗。这个生态方案包括以下几个方面:
ECOfluid:根据使用情况对泵的运行进行控制以降低消耗,从而使冷却液供应和液压供应的能耗达到最佳水准。
ECOenergy:所有驱动装置配备电能回馈装置以回收制动能量;使用同步电机和提升效率使损耗得以降低;采用更高加速度和快移速度实现最短加工时间,从而节约能源。
ECOdesign:采用创新的轴连动机构、降低机床组件重量使能源需求更小;通过技术和工艺整合,在一台机床上进行智能化多工位加工以实现节能。
ECOcool:采用中央控制的机床冷却系统,使余热得到再利用。
ECOcontrol:通过智能化待机方案降低消耗,自动关闭周边设备。
ECOsetup:采用仿真技术在不占用机床的条件下对工件进行设置,从而实现节能。
四、增材制造前景广阔
增材制造技术作为一种前沿技术,受到了各国(地区)高度重视,但受限于材料、成本、效率、制品的力学性能和表面质量等问题的困扰,其应用场景受到一定制约。其中一些新的研究成果,应会让我们对增材制造的应用前景产生新的认识。
有学者采用激光选区熔化(SLM)对Ti6Al4V钛合金材料制备的增材制造样件的金相组织、力学性能开展了研究。研究结果表明,采用400W以上激光制备的Ti6Al4V钛合金增材制造样件,微观组织、力学性能以及致密性能够达到甚至优于锻件的标准。
还有学者采用激光金属沉积(LMD)技术进行了Ti6Al4V/TiC 的功能梯度材料研究。研究结果表明,采用LMD技术增材制造能够满足锻造Ti6Al4V所规定的最低屈服强度和抗拉强度要求。
GE航空先进技术(GE AAT)慕尼黑团队的总部位于德国慕尼黑,是欧盟CleanSky 2计划的三个核心合作伙伴之一。该团队采用直接金属激光熔化工艺增材制造的直径1m的inconel 718涡轮中心框架(TCF)外壳,与传统铸造生产工艺相比,这个需要由150多个零件组成的部件,用增材制造工艺生产可整合为一个单一组件,制造成本和零件重量减少约30%,交货时间由9个多月缩短为两个半月。

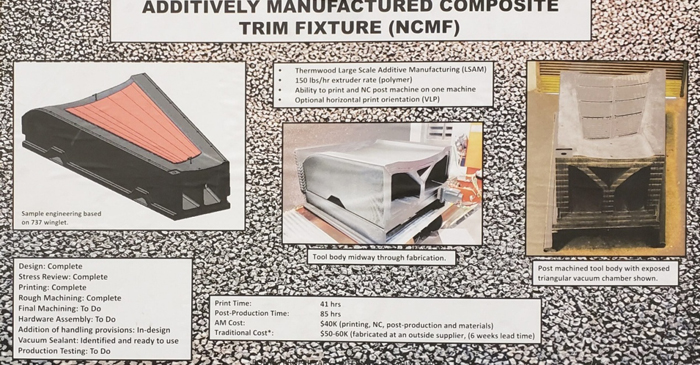
波音公司在华盛顿州塔科马城(Tacoma)东郊Algona的增材制造工厂于2022年9月下旬正式开业。开业庆典期间展示了采用增材制造工艺生产的波音737客机上的翼尖帆。该翼尖帆一直是由外部供应商生产制造,由多个零件组装而成,供货周期为6周,制造成本5-6万美元。而采用增材制造工艺进行生产,使用聚合物材料,打印时间41小时,后期制作85小时,制造成本约4万美元。波音增材制造副总裁声称,采用增材制造方式生产翼尖帆,直接生产成本的降低并不是最主要的,关键在于采用增材制造方式,由多个零件构成的翼尖帆整合为单一零件,减少了零件的数量,并且随之能够减少数以万计的紧固件,以及相应的所有成本,如管理成本、仓储成本等,这将实现巨大的节省。

在一次先进制造技术论坛上,德国SLM Solutions公司介绍了宝马汽车采用增材制造技术为其BMW i8 Roadstar生产顶棚支架的案例。据称,根据宝马汽车计算,采用增材制造技术生产钛合金材质的顶棚支架,在生产数量少于6万件的条件下,比采用塑料材质,通过模具来生产的方式更具成本优势。

增材制造技术的应用,以前更多关注的是在宇宙开发、远洋航行以及生产一些切削加工技术无法实现且非关键受力零件的场景下应用。上面的几个案例说明,在一些生产环境中,增材制造技术对于批量生产同样具有时间、成本的优势,而且增材制造技术生产的零件在力学性能、金相组织等方面不逊色于锻件。随着对材料、工艺研究的深入,增材制造技术的应用领域也将不断扩大,成为切削技术的有益补充甚至竞争者。
美国 3D SYSTEMS(3D系统)的DMP Factory 350金属增材制造系统,可制造最大275mm×275mm×380mm的金属零件,采用选区激光熔融技术,能够高效地制造非常致密的纯金属零件,实现如Inconel合金、钛、钴铬合金、铝、钢等金属材料的增材制造。其改进的气流技术,能够均匀地提高整个制造区域的零件质量。集成的3DXpert软件支持增材制造工作流程的每个步骤,从设计到后处理,从而简化工作流程,有效地从3D模型过渡到零件。双向铺粉功能,提高工作效率。还可选配DMP监控工具(DMP Monitoring),实时收集加工数据,分析加工过程,优化加工参数。
天津镭明激光的LiM-X260A金属3D打印机,可制造260mm×260mm×430mm金属零件,采用激光选区熔融技术,实现如钛合金、铝合金、高温合金、钴铬合金、不锈钢、模具钢、铜合金等金属材料的增材制造。循环系统采用永久滤芯,具有反吹功能,配备大容量供粉舱;自主研发的LiMPCS控制软件,实现设备打印的自动化;专用运动控制系统,提高成形系统和铺粉系统运动的精度和稳定性,智能监测系统监测成形舱中的含氧量,超限自动报警;配有粉床监控模块,内置高清相机,每次铺粉后和熔凝后拍摄粉床情况照片,经算法分析比对,可实现对每层铺粉质量和熔凝质量的监控,对异常铺粉进行自动补粉、自动报警。
LiM-X400金属3D打印机,采用龙门结构,单、双向铺粉可选,结构稳定,铺粉效率高。成形最大尺寸400mm×400mm×550mm。

五、集成复合方兴未艾
在零件加工和模具加工领域,工件形状日益复杂,交货期缩短,产品高附加值日趋深化,要求加工设备具有高性能和高效率。为满足市场需求,以某一目标为导向,将机床结构与功能、加工工艺、工作方式等进行集成和融合,获得高性能和高效率的产品,成为技术创新的一个趋势。各种类型的复合机床、加工单元、自动线、多主轴加工设备发展呈现一片繁荣景象。
复合加工机床按照工艺集中的原则,将不同的加工过程集成在一台机床上,实现一次安装完成全部加工,从而减少安装次数,提高加工精度和生产效率,特别适合一些形状复杂、精度要求高的零件。
瑞士威力铭马科黛尔的铣车复合加工机床408MT,卧式车削主轴转速6000r/min,可进行C轴分度,铣削主轴转速42000r/min,沿X、Y、Z轴运动,并可做B轴摆动,从而实现铣车复合五轴加工,主要用于小型精密零件的加工。
德国INDEX(因代克斯)的铣车复合加工机床G420,对置正副主轴,铣削主轴,双下刀塔,三把刀具可无碰撞风险同时加工,可满足直径120mm以下的棒料、直径315mm以下盘套类以及长度1600mm(2300mm)以下长轴类零件的高效铣车复合加工。可以选配集成的上下料系统,或选配机器人单元iXcenter。
科德数控的铣车复合加工机床KCX1200 TM,整体顶置式正交结构设计,铣削主轴最高转速12000r/min,车削主/副主轴箱均采用内冷却力矩电机,实现高转速、高效率加工。同时配备高精度电磁角度编码器+液压夹紧实现C轴高精度任意角度定位,提高铣削精度。工件最大回转直径520 mm,最大车削直径400 mm,最大车削长度1200 mm。

日本山崎马扎克(MAZAK)的铣车复合加工机床Integrexi-250HS,最大加工直径670mm,最大棒材加工能力65mm,最大加工长度1519mm,主轴转速5000r/min,铣削主轴转速12000r/min。采用搭载了支持AI、数字孪生和自动化的MAZATROLSmoothAi数控系统,Ai热屏障会根据主轴转速和床身上温度传感器的信息抑制刀尖位置的变化。通过考虑温度变化、机械位置、冷却开关等因素,对机床进行精密控制,使连续加工精度保持稳定。
日本大隈的铣车复合加工机床MULTUS U3000,机床设有对置车主轴、铣主轴、动力刀塔以及B、C轴,双滑鞍机构将加工时间缩至最短,能够在一次装卡中完成复杂零件的多种加工,包括齿轮加工和倾斜车削能力。
德国EMAG(埃马克)公司的立式车磨复合加工机床VL200GT,一次装夹完成盘类零件的全部硬加工。硬车和磨削组合实现了更短的节拍时间、更高的加工质量,并大幅降低了刀具成本。

多主轴机床在不增加机床数量情况下提高企业生产率,深受市场欢迎,技术得到快速发展。多主轴结构各异,功能不尽相同,既有多主轴同步加工,也有可独立控制的。
意大利VIGEL(威捷尔)公司的TW 320H双主轴五轴卧式加工中心,可实现双主轴同步加工,提高加工效率,板式双工位交换装置,减少机床的停机时间。

德国LICON(林康)公司的LiFLEXTwin-Spindle双主轴卧式加工中心,两主轴间距400-1500mm,搭载i3技术,两个主轴在X、Y、Z三个方向上可独立控制,内置温度传感器以及温度补偿技术能有效减少主轴温度对定位精度的影响。

巨浪凯龙的双主轴五轴立式加工中心DZ 08P+,电主轴配置水冷却系统,主轴转速40000r/min,动柱式结构,大理石床身,具有良好的刚性和热稳定性,直连式伺服驱动,可配置工件交换单元,实现在加工同时上下料,直线轴采用直线电机驱动,微米级加工精度,快移速度75m/min,可满足医疗器械与精密加工领域的特殊要求。

江苏德上的TZX42-470车削中心,40°一体式铸造斜床身,内部加强筋,采用倒三角蜂窝状设计,高刚性、高稳定性对置双主轴,两个动力刀塔,双Y轴可以针对一个零件同时上下加工不干涉,也可以分别加工两个工件,加工效率高。

日本村田的对置双主轴车削中心MT100,上下布置的两个刀塔,均可配置Y轴、动力刀座,将车削、钻孔、精加工等多工序集成到一台机床上,对工件进行正反面加工,实现复杂工件工程集约化。既可搭载高速伺服棒料堆载装置,又可通过新型高速门型机械臂规格对应多样的上下料装置,以高操作性实现工件加工自动化。

陕西诺贝特的平行双主轴双排刀精密数控车床JXK 200WA,两个电主轴并排布局沿Z轴前后移动,X轴与Z轴垂直,左右移动,通过桁架机械手实现自动上下料,完成零件正反面的加工、工件上料装夹、工件清理等工序,大大提高了机床的加工效率。

瑞士TORNOS(托纳斯)的多主轴自动车MultiSwiss8X26,配有8根主轴,有8个工位。每个工位都可实现独立转速和分度以及C轴定位,并配置4把刀具。背向主轴安装在两个移动轴上,可以使用至少4把刀具完成独立工作,其中两把为动力刀具。MultiSwiss 8X26融合了多轴车床和单轴车床的优势。其编程和操作非常简便,堪比单轴车床,而生产效率却提高了数倍,显著提升了产品质量和产品一致性,为复杂工件的生产提供了新的方案。
安徽力成的双头数控车床DNL082,采用中置主轴、左右独立排刀布置,配置双通道控制系统,可实现一次装夹两端同时加工,效率高,精度好,特别适用于车桥轴管、泵体类、套筒类等对称型轴类零件两端的同时加工。

通用技术集团的卧式加工中心柔性加工单元FMS6306,由一台卧式加工中心和六工位托盘库组成。卧式加工中心具有自动交换工作台功能。托盘库布置5个缓存工位,一个上下料工位。为大批量或多品种小批量的高效加工提供解决方案。

集成、复合技术发展快速,产品丰富。如有铣车复合、车铣复合、车磨复合、增材与减材复合、特种加工与切削加工复合,有多主轴加工中心、双主轴立车、双主轴卧车、中驱双头车等,结构功能各有特色。境内外多家知名企业都有类似产品,如WFL、STARRAG(斯达拉格)、EMCO(爱默科)、DMG MORI、通用技术集团、大连科德、齐重数控、天水星火、普利森、意美机械、众一智能、辽宁西格马、韩国迪恩等的车铣(铣车)复合加工机床;德国INDEX、德国SCHUTTE(舒特)的多轴自动车床;中国台湾友嘉、纵晟(上海)精密、杭州川禾、浙江立岗、巨鑫机床、温州大众精密、台州屹捷、山东友泰等的多轴加工中心和多轴车床。
六、创新技术引人注目
技术创新是企业可持续发展的第一动力,在产品的生产方法和工艺水平提高过程中起着举足轻重的作用,是企业增强市场竞争力的必然选择。
超声振动加工由于主要依靠磨粒瞬时局部的高频冲击形成的巨大能量去除材料,工件表面的宏观切削力很小,切削应力有效减小,切削温度极大降低,不会产生变形和烧伤,表面质量好,成为解决玻璃、陶瓷、宝石、石英、硅、锗、石墨等硬脆材料,颗粒增强复合材料,纤维复合材料等难加工材料精密超精密加工的一种利器,主要应用于航空航天、国防军工、3C等领域关键零部件的高效精密制造。
西安超克能的超声加工装置,有超声车刀、超声振动旋转刀柄、超声磨削装置等,用于解决特种工艺加工难题及难加工材料的加工技术问题,提供金属镜面加工工艺和抗疲劳制造工艺整体解决方案,研发应用于多领域的超声加工。
汇专科技的超声绿色高效五轴联动加工中心MVA500-5AXIS,采用汇专自主研发的超声主轴,可选超临界CO2内冷、微量润滑系统,实现清洁切削,直线轴重复定位精度3μm,旋转轴重复定位精度5″,应用于难加工材料的高效精密加工。
春保森拉天时的高动态车削(High Dynamic Turning)技术以及FreeTurn车刀,可以将粗加工、精加工、仿形车削、端面和纵向车削等常见的车削作业,集中在一把车刀上即可完成。
传统车削工艺中,每个轮廓需要不同的刀具去加工。这会产生巨大的刀具成本和较长的刀具更换时间。采用高动态车削(HDT)技术,FreeTurn刀具可以利用铣削主轴实现全方位自由度。切削刃可以通过刀具轴线的旋转来改变主偏角,从而节省刀具数量,减少换刀时间,进给率可提高40%,空走刀行程减少90%,加工时间可减少25%。

FreeTurn刀具采用整体式设计,其特征是一个细长的刀杆和一个用螺钉固定的可转位刀片。FreeTurn可转位刀片由几个不同的切削刃组成。独立的刀尖角、刀尖圆角、断屑槽、涂层和刀片材质可以根据需要复合在一个刀片上,实现个性化应用。这样做的主要优点在于,通过改变主偏角就可用一把刀具完成不同的车削工艺。
摆线铣削工艺是金属切削加工领域的一大特色,已众所周知。但摆线车削工艺还较少提及。OPENMIND(奥奔迈)公司将其摆线铣削理念扩展到所有采用Hypermill以及MAXX加工的车削工艺,开发出采用CAM编程的摆线车削。
摆线车削能延长刀具寿命、缩短加工时间,具有更高的工艺安全性,特别适用于韧性材料以及难加工材料的高效粗加工。
摆线车削优化了刀具路径的连接以及更流畅的机械运动,加工时间更短;切入和退刀轻快,切削行程短,因而工艺安全性更高、刀具磨损更少、刀具使用寿命更长。
据称,摆线车削不需要增加额外的设备,只要有OPENMIND的HyperMill MAXX软件即可,可用于任何常规的车床。

EMAG(埃马克)的无刀痕(Scroll-free)车削技术,在车削加工中,倾斜的刀刃在旋转的工件旁回转,刀刃切入点沿刀刃不断移动。这样,切削使用的是整个刀刃,可以延长刀具寿命,缩短加工时间,提高加工件的表面质量,加工面不会产生刀痕。应用实践证明,使用无刀痕车削技术,可以在最高进给达到1mm/r时,实现Rz<6.3μm的表面质量。

使用无刀痕车削技术加工的叠片组结构电机转子轴前后对比
EMAG公司VT系列倒立车的旋转刀塔已经根据无刀痕车削的特殊要求进行了调整。