山高刀具:用厉害的刀具攻克高温合金
- 2019-08-22 11:12:3212555
【机床商务网栏目 科技动态】镍基高温合金在航空航天应用极为广泛,飞机发动机中超过50%的重量是镍基合金制造的。由于高温合金材料具有高强度、加工硬化和粘附硬化特性,导致在大切削深度处产生沟槽磨损,并使切削刃处于极为恶劣的磨蚀性环境中,因此对刀具及加工策略具有较为严苛的要求。
山高解决方案
山高 MS2050 是一种高性能的铣削材质,具有良好的耐化学和机械磨损性能。通过避免刀片和工件材料之间的反应、并提高刀片的韧性,MS2050 可延长加工高温合金时的刀具寿命,从而提高生产率。

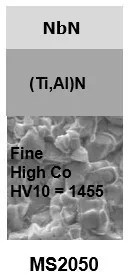
独特的新涂层可有效避免化学反应。该涂层由山高F40M涂层和银色的NbN(氮化铌)新表层所组成。镍是常见的磨损因素,通常会降低刀具寿命,而该表层不与工件材料发生化学反应。此外,切屑流向控制也得到了很大的改善。涂层还可以很好应对使用冷却液带来的温度变化。由于该涂层能在高温下正常工作,因此可以提高切削速度,从而提高生产率。
MS2050的基体可以承受在切削区域产生的高机械载荷。该基体由细颗粒的碳化钨和高含量的钴组成,与F40M相比,该材质具有更高的韧性。结合高温耐磨涂层,MS2050是山高在大多数工况下铣削高温合金的材料。
与F40M相比,MS2050铣削材质更硬、更耐磨,允许在加工时提高速度及进给量,同时提供可预测和改善的刀具寿命。
MS2050 – 涂层和基体材质
• PVD 微晶镀层 (粉末颗粒尺寸 1,2µm)
• 涂层总厚度3µm
• NbN氮化铌镀层
– 银白色表面涂层
– 避免高温下与工件材料间的化学反应
• 高韧性基体
– 新的基体构成
– 与F40M相比韧性和耐磨性均有改善
加工实例
机床:DMG DMU125P 五轴加工中心
主轴:BT50 / 内冷
工件:航空发动机机匣
材料:Inconel718 (S3)
1、粗铣机匣凸台面、环带面

刀体:R220.29I-0080-06.7A (Dc80; Z7)
刀片:RPHT1204M0T-6-M13, MS2050
刀柄:E3416 5525 2755
加工参数:
Vc=35m/min; fz=0.17mm/齿; ap=1.5mm; ae=80mm
S139; F166
结果:
金属去除率 Q = 19.9cm3/min
刀片寿命 T = 50 min
2、精铣外形面
#FormatImgID_5#
铣刀:R220.69-0080-12-7AN (Dc80; Z7)
刀片:XOEX120408ZZR-M07, MS2050
XOEX120408R-M07, MS2050
刀柄:E3416 5525 2755
加工参数:
Vc=32m/min; fz=0.22mm/齿; ap=0.5mm; ae=80mm
S127; F196
结果:
金属去除率 Q=7.8cm3/min
刀片寿命 T=40min
(原标题:山高刀具:用厉害的刀具攻克高温合金)