WMEM|机器人折弯单元的技术特点及应用
- 2019-07-25 08:51:1610579
一、钣金行业折弯工艺现状分析
在钣金行业,大多数企业目前还从事着传统的折弯工艺。在生产过程中,由于产品多品种、多规格、小批量,仍然需要多台折弯机和大量的技术熟练、经验丰富的钣金折弯操作工来完成工件折弯。但是在实际工作中存在着如下问题:一是由于操作工长时间工作,耐力没有持续性而导致每次放置的工件高低位置不一致;二是操作工不会像机器人一样保持稳定性工作,因此折弯工件因受人工影响,尺寸和折弯精度得不到保证,导致成品质量差;三是面对大工件一般需要3-4个操作工来完成搬运和操作,而招工难、成本高是企业的困境;四是操作者工作安全性差,抬着工件干活存在较大的安全隐患,容易发生工伤事故。
现在,钣金设备折弯机的制造和精度比过去虽然有了很大提高,但与目前对智能制造的相关要求还存在着较大差距,在“智能化生产、个性化定制、服务化延伸和网络化协同”等方面还需要钣金设备制造细分领域和需方的共同创新开拓,这种创新开拓和推广应用就是生产力的又一次提高和解放。
二、钣金行业传统折弯需要解决的问题
钣金行业传统折弯需要解决如下问题:(1)不能实现多品种、小批量、快速切换;(2)钣金行业高精度工件折弯加工精度低,质量不稳定;(3)钣金折弯操作工稀缺,工人劳动强度大;(4)人员成本,安全隐患,工艺布局,管理运营。
以上问题可通过选用一套智能化机器人折弯单元(见图1)来解决,这套单元包含:数控折弯机、德国KUKA6轴机器人及第七轴导轨、上料工位、磁性板料分离装置、预对位定位工作台、板料翻转机构、上料抓手、成品堆垛、模具库、离线编程软件、参数化编程软件和二次开发的折弯软件以及延伸服务等。

图1 机器人折弯单元
三、机器人折弯单元技术特点
1.设计研发
设计研发注重用户个性化需求和定制化的特点,以客户的需求和目标为要务,在每个技术方案的制定中与客户进行详细的技术交流;二是对客户提供的工件加工图纸进行计算机模拟分析;三是对客户的典型工件进行现场打样试验;四是对客户的工件进行分类分析和数据处理。在确认上述程序性工作完成后,再进行技术方案的制定,在技术方案和方案图得到客户认可后就进行全面设计。
LAG葛世机器人折弯单元(见图2、图3)在设计上采用先进的三维设计,在材料、结构、传感器、实时补偿、随动、激光角度测量、自动换模、自动换抓手、软件及控制、参数化编程、离线编程、生产管理软件和总线控制技术方面全部采用和选用品牌软硬件。折弯机机身设计方面采用了目前世界上较先进的设计软件和设计方法进行结构力学分析,凭借多年的设计经验和对折弯机框架结构特征的了解,对各受力点进行有限元分析,实现了对折弯机的侧肩、上横梁、下梁及下横梁各结构点的力学分析,充分保证了机床设计的合理性、可靠性和稳定性。
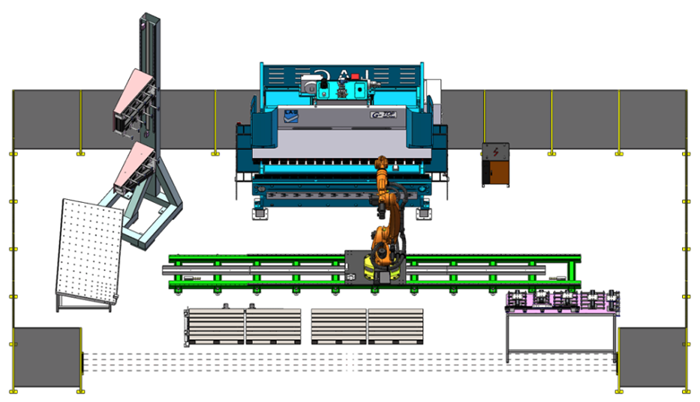
图2 机器人折弯单元三维设计-单机
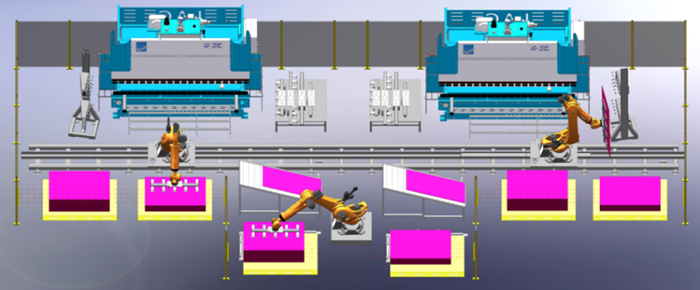
图3 机器人折弯单元三维设计-双机
机器人折弯单元的设计旨在用新的技术(软件、硬件),实现智能化产品概念,以便在生产过程中进行实时数据交换、实时补偿和折弯跟踪随动。主要解决的问题及获得的效果是:
(1)解决了钣金定制化生产的工艺难题,解决了如电梯行业的多产品、小批量(5-10件)、多品种零件的快速切换生产问题。(2)解决了产品质量不稳定、制件精度低、产品一致性差的问题。(3)解决了生产效率低,生产布局及工艺路线不合理的问题。(4)解决了招工难、人力成本高、人工折弯劳动强度大的问题。(5)提高了折弯精度及自动化程度,提高了企业智能制造的能力,提升了客户参观的视觉效果。
2.独特的机架结构
传统折弯机一般采用焊接式机架,包括左右立柱、下横梁(工作台)、油箱和支撑方梁采用整体焊接结构。LAG葛世机器人折弯单元中的折弯机机架(见图4)没有采用焊接机架结构,而是采用的机架铆接技术,下横梁(工作台)与立柱之间采用高强度钢螺栓紧固连接,这种柔性连结充分保证了机身在高强度载荷情况下,能极大程度地降低机架应力变形,保持机床精度的长久稳定性。
其结构特点:(1)确保了机器无焊接应力变形;(2)提高了机器装配精度;(3)提高了机器使用寿命;(4)大幅提高了液压补偿精度。
图4 机架铆接技术
3.传感器技术(精密电位计)应用
为了保证高精度的钣金折弯,在折弯机的上横梁(滑块)和下横梁(工作台)安装了传感器(见图5),在工作状态时,将上、下横梁的变形量实时准确地反馈到数控系统(PC),数控系统经过计算比对后,输出相应的补偿值驱动补偿油缸进行动态补偿,以获得满意的制件精度。
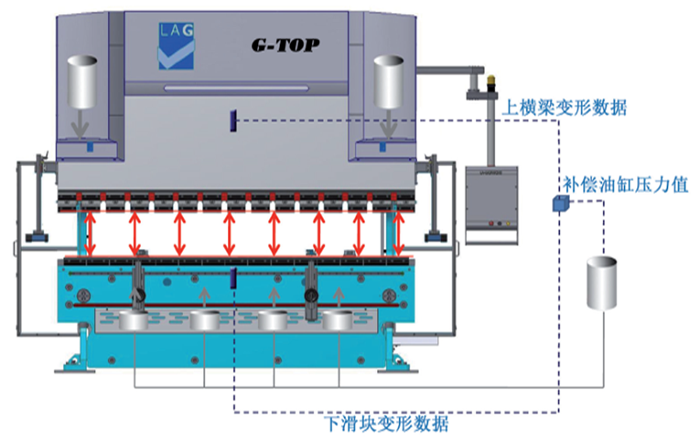
图5 传感器应用
4.补偿技术
G-FLEX墙板比例型变补偿系统为一项补偿技术,该补偿系统在折弯机上无论折弯条件随着板材厚度、长度或折弯位置发生任何变化,都能保证每次折弯角度在全长内完全一致,消除光栅尺的测量误差,保证机器的精度。
G-CS自动挠补系统通过闭环控制,在板厚一定的折弯情况下简化了复杂的试折弯工作过程,即使折弯工件的长度不同,或者在折弯机的不同位置都能确保折弯出来的工件具有完全一致的角度及直线度,无需人工干预。可实现高折弯精度,好稳定性,可实时动态补偿。
四、折弯随动技术
LAG葛世机器人折弯单元在折弯过程中,应对不同大小和板厚的工件,可根据折弯机滑块的运行速度进行自动跟随(见图6),自动调整。该技术由意大利LAG葛世专用机器人折弯应用软件包LK-RBC-Rev4.0来实现。
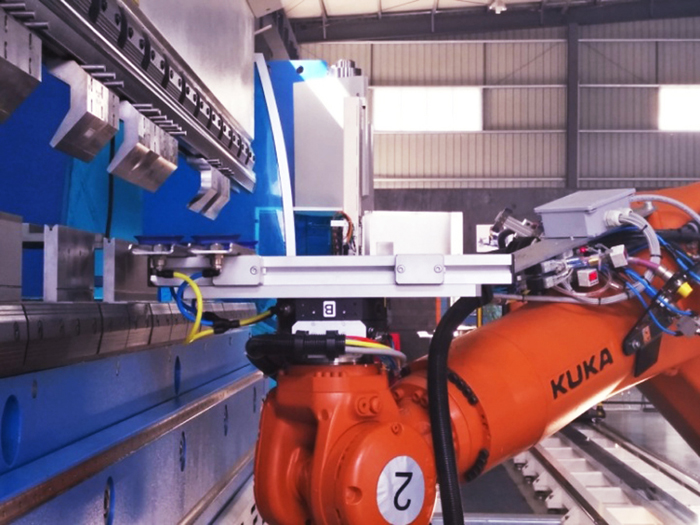
图6 折弯随动
五、激光角度测量技术
AMS角度测量系统(见图7)通过闭环的激光角度在线测量系统,在机器人自动折弯过程中,AMS的自动应用程序及内置激光角度测量装置的自动角度测量系统与G-CS系统配合工作,保证弯曲角精度。其主要特点为:
(1)通过激光在线检测工件回弹后的折弯角度;(2)受力检测系统自动计算折弯回弹量;(3)件根据下模宽度的不同可自动调整进深;(4)通过闭环的激光角度在线测量系统,保证折弯成品率达到99.5%以上。

图7 AMS角度测量系统
六、机器人自动(ATC)换抓手、换模
机器人自动(ATC)换抓手(见图8)、换模是钣金领域完全的智能自动化操作方式,该方式由自动换模软件、机器人和模具库(见图9)组成。当选配自动换模系统时,精密折弯中心从此可以全自动随机折弯小批次的不同产品。利用自动更换模具的功能,折弯机中的模具不再成为限制因素,可全程无人处理部件。机器人自动机械装置的抓手更换模具的速度非常快,随时可折弯下批部件。
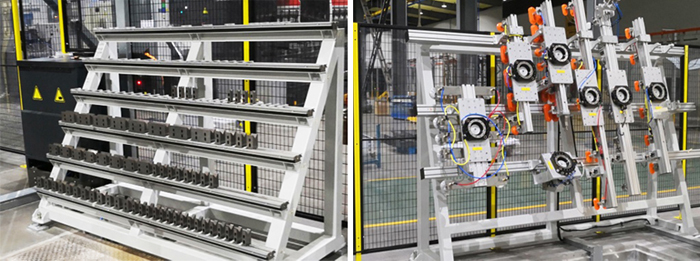
图8 抓手库 图9 模具库
1.自动换模软件
自动换模软件的主要特点为:
(1)通过附件的图形化界面,用户能够立即看到整个系统的现状;在该界面的右边,有一个图形表示模具的状态,对这些模具当前的位置进行分区。(2)整个界面包括折弯上模区域、折弯下模区域和模具库;模具的展示遵循模具本身的尺寸,被夹持的工位位置。(3)上下模用不同颜色区分;在该界面的左上边,有对折弯机上所装模具的详细描述。两个部分:一个是解释上模,一个是解释下模,通过识别码和现有位置来描述被夹持的模具。
2.管理功能
按下模具管理(见图10)、产品管理、模具库管理、模具设置管理等图标,会弹出一个相应的窗口,以便对相关任务进行设置或管理。

图10 模具管理
按下设置图标可以打开管理设置的条框。注:如采用机器人自动换模系统,模具上配置专用换模接口及专用模具库。
七、数控顺序折弯技术
数控顺序折弯技术是一套适用于对工件形位公差加工有要求的高精度折弯控制系统(见图11)。该装置由一套带轨道的两组数控前推料装置运行系统构成,位移由传感器传输反馈,整个运行由数控系统控制,控制轴由X3\X4及Z3\Z4组成。通过配置位移的数控前推料装置和后挡块进行折弯,即使工件落料尺寸达到±1mm,也能轻松确保关键尺寸在可控误差之内,提高制件精度和效率。
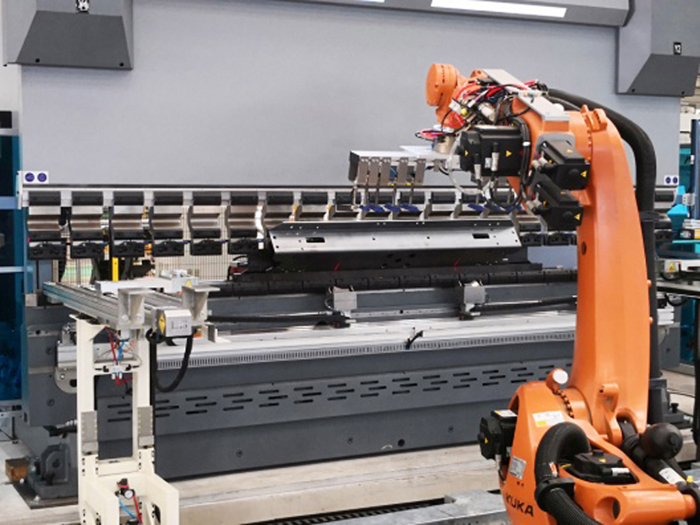
图11 顺序折弯
八、软件及控制
在机器人折弯单元中我们应用了参数化编程软件、离线编程软件(见图12)和生产管理软件,同时二次开发了折弯随动、自动换模、自动换抓手、柔性码垛、实时补偿、板边寻边、柔性翻转技术和总线控制技术。可极大地满足各类客户钣金折弯的技术和软件需求。

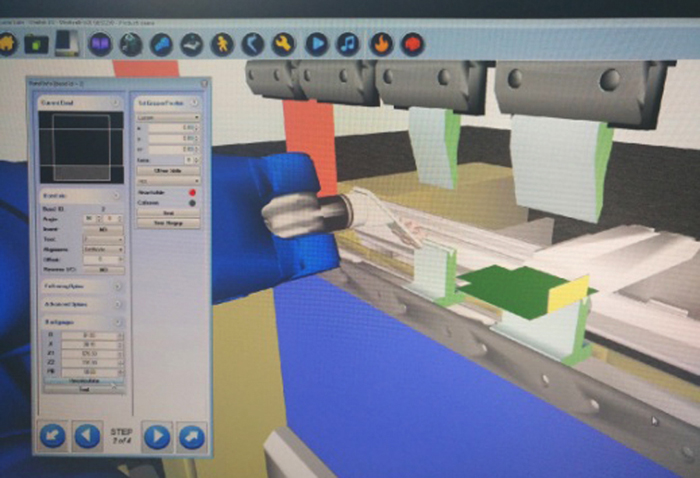
图12 离线编程
九、结束语
随着我国机械工业整体水平的提高,钣金制造业对生产设备将会出现一个新层次的要求。终,能为用户排忧解难的设备将会获得用户的青睐。LAG葛世机器人折弯单元具有适合客户的生产方式,好地硬件及软件结合,适合客户多品种、小批量、快速切换和无需首片试制的特点。
(原标题:WMEM|机器人折弯单元的技术特点及应用)