
NAKANISHI主轴BMS-4020-MQL的特点和钻削条件
- 发布时间:2020/10/9 17:53:42
- 浏览次数:218
BMS-4020/4040 MQL在BMS-4020/4040的基础上配有内部冷却系统,改善了深孔钻削的碎屑排泄问题, 提高了加工效率和刀具的寿命。
BMS-4020-MQL 对比 BMS-4020
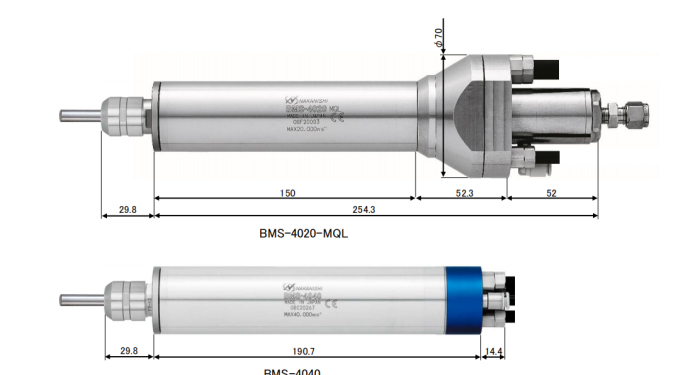
主轴 BMS-4020-MQL
机器 Sodick MC (MC430L)
刀具 Mitsubishi Material WSTAR 钻刀经过中心出水孔
φ4.0(L/D=5) MVS0400X05S040
工件 碳钢(S50C)
孔深 20mm (L/D=5) 盲孔
冷却液 非水溶性切削油 (1MPa)内部冷却液
加工条件 切削速度:125.6 m/min
主轴转速:10,000 min-1
进给率: 0.05 mm/rev
进给量:500 mm/min
加工形式:非分段钻孔
E4000控制器: 4个负载指示灯 (在容许的操作时间内)
(非分段)大钻孔深度
BMS-4020-MQL 带内部冷却系统 = 深度 20 mm
BMS-4020 装外部冷却系统 = 深度 10 mm
①提供深孔钻削效率
②改善碎屑排泄
